Monthly Press Tips (October 2018) Gear Train Timing on (2) and (4) Point Presses
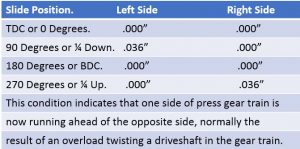
Gear Training Timing issues cause the slide to walk out of a parallelism condition with the bolster plate at approximately 90 and 270 degrees. See the following chart;
Detection of this condition is the first step. We will walk through a fail safe method of detection.
-
With the slide in a counterbalanced state, cycle the slide to the bottom dead center position. This applies to both (2)
point and (4) point presses.
-
Measure from the face of the slide down to the top of the bolster plate directly under the left and right connection
Assemblies and record. If inspecting (4) point, measure on the centerline of the press front to rear and directly under
Upper connection assemblies.
-
After recording your readings on BDC, if the slide face is not parallel with the top of the bolster plate, then adjust
parallelism between face of the slide and top of the bolster plate.
Once parallelism is established on bottom dead center, cycle the press to 90 degrees and record readings under the
Upper connection assemblies to the top of the bolster again and record them. If the measurement are more that .003”
Per foot of span of the bed left to right, the gear train timing is an issue and needed to be corrected.
Example: If the press bed measure 120” or 10’ feet left to right, the maximum allowable out of parallel at 90 degrees
10’ x .003” per foot or .030”. Conditions outside of this tolerance will require correction or damage will occur at the press
and at the tool.
Correction of Out of Gear Train Timing Issues
-
Place the press at the 90 degree position in the press cycle. With proper counterbalance air pressure applied.
-
Place a jack under the low side of the slide placing a piece of paper on top of the jack and raise the jack until the paper
will no longer move.
-
Now place a second jack under the high side of the slide under the connection assembly and raise the jack height until
It is the same height as the opposite jack.
-
At the point where the intermediate gears mesh, there will be some type of the locking device; keys or taper lock that
holds the intermediate gear’s relationship to the shaft.
-
Remove the key or loosen the taper lock to allow the shaft to rotate and lower the high side of the slide down until the
face of the slide is resting on both jacks. Make sure that the backlash is adjusted so that the clearance is on the opposite
side of the gear tooth away from the load. Make and fit a new step key or tighten taper lock between intermediate gear and
Shaft.
- Recheck parallelism in the die space with both jacks removed. Cycle press to BDC and recheck/record parallelism.
- Cycle the press several times and recheck die space parallelism at each of the (4) positions.
-
If your gear train is in time at 90 degrees or ¼ down and is out of parallelism at 270 degrees,
It is the result of gear tooth wear and there is not much you can do. The most important in
relation to gear train timing is die space parallelism at BDC and at 90 degrees. If you are within
Tolerance at these two positions, you should be able to run your machine without difficulty.
For more information, contact Jeff Fredline at 423-278-1450 or 423-278-4244; [email protected]










Leave a Reply
Want to join the discussion?Feel free to contribute!